


eMC Full Electric
Uma máquina que confirma globalmente os benefícios da tecnologia "totalmente elétrica", resultando em uma combinação de vantagens, ou seja, aumentando as taxas de produção e, ao mesmo tempo reduzindo custos, com a mais alta qualidade de peças, e os menores níveis de ruído. Todos esses benefícios são possíveis graças aos acionamentos elétricos que funcionam de forma totalmente independente um do outro, permitindo a "superposição" de funções, sendo extremamente preciso, devido ao controle finito de posição e velocidade.
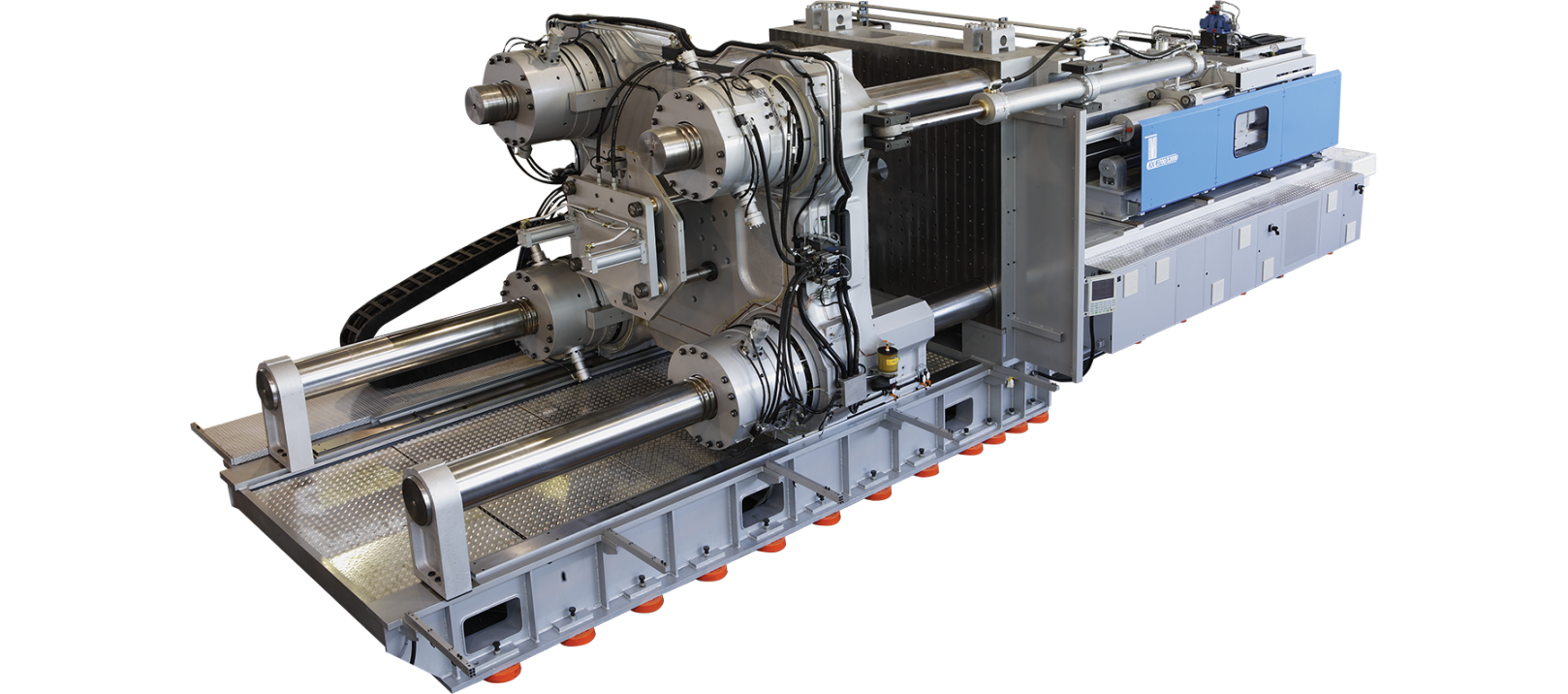
Grupo de fechamento

Caracterizada por um inovador "design" de braçagem dupla de 5 pontos, a placa móvel dotada de buchas auto-lubrificantes que guiam as colunas temperadas, e são sustentadas por sapatas e buchas das bielas em bronze duro, que giram sobre pinos temperados.
Sistema de lubrificação centralizada automática de graxa tanto para o fechamento quanto para as roscas de rolamentos de esferas recirculantes.
Possibilidade de definir a segurança do molde com um número específico de tentativas de fechamento e, em seguida, gerar os alarmes para que os procedimentos de intervenção possam ser executados.
Extrator com conexão rápida ao molde, disponível em uma ampla variedade de modos de operação.
Autorregulagem da força de fechamento por meio de uma célula de carga montada na braçagem. A força de fechamento real é indicada no painel, e pode ser utilizada como parâmetro de controle de qualidade automático.
Grupo de injeção

A unidade de injeção é baseada em um fuso de esferas com alta capacidade de carga e dois motores independentes para a ativação de todos os estágios do processo de injeção com força de contrapressão controlada por uma célula de carga absoluta.
A rosca e o cilindro de plastificação de "troca rápida" facilita a substituição fácil.
O recurso de estabilização de temperatura garante que o parafuso só possa girar quando a temperatura do material estiver homogênea em todo o cilindro.
Os perfis de injeção de pós-pressão e plastificação são divididos e independentemente ajustáveis em etapas de 1 a 8. O início da plastificação pode ser atrasado, enquanto a descompressão pode ocorrer antes ou depois da dosagem e sobreposta durante a abertura do molde